Challenges in Chemical Processing Environments
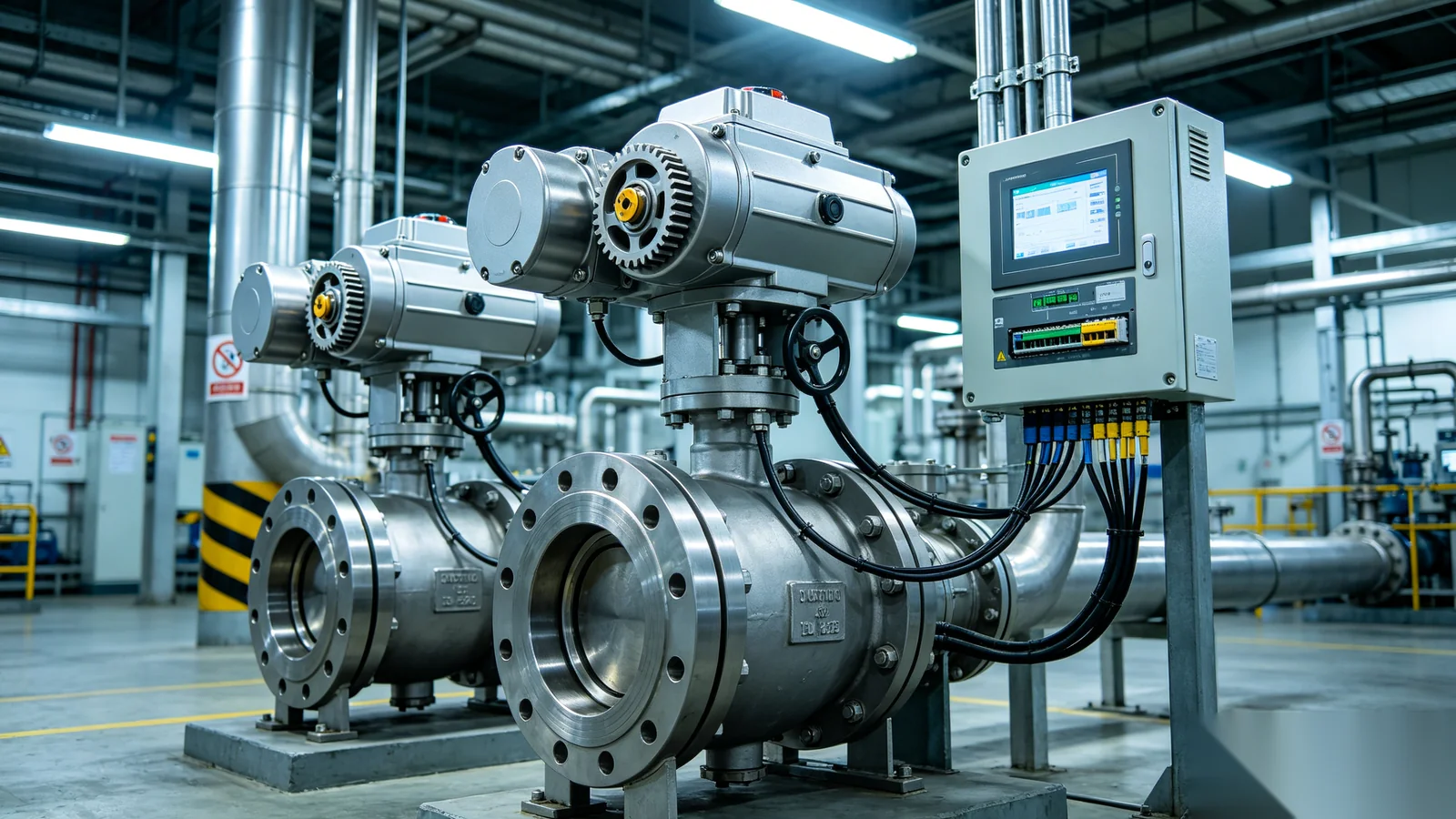
Corrosive chemicals, aggressive cleaning agents, high temperatures, pressure fluctuations, outdoor weather conditions, and continuous production cycles create some of the most demanding valve operating environments in industry. Acid and alkali service attacks unprotected metals; solvent vapors and fugitive emissions require tight sealing; thermal cycling stresses housings and stem interfaces. Outdoor tank farms and loading racks expose operators to rain, UV, and dust while utility areas may see steam, condensate, and chemical splash. Gear operators must withstand these conditions with robust sealing systems, corrosion-resistant materials — including stainless steel components and protective coatings — and dependable torque transmission mechanisms that maintain performance through long operating cycles without frequent adjustment or replacement.